4- Gage Repeatability Analysis
4.1- R Gage analysis (no tolerance example)
4.1.1- Introduction
This data cames from an automatic measurement system where reproducibility doesn’t add variability to the measurement process
4.1.2- STEP 1: Get the measurement
[1]:
from pypetb import Repeatability
import pandas as pd
import matplotlib.pyplot as plt
import seaborn as sns
#set seaborn style to improve the figure sight
sns.set()
# Load measurement dataset
url = 'https://raw.githubusercontent.com/markwkiehl/public_datasets/main/GR%26R%206_28_24%20perp1.csv' # noqa
df=pd.read_csv(url,sep=';')
print(df.info()) # In order to check column names
<class 'pandas.core.frame.DataFrame'>
RangeIndex: 90 entries, 0 to 89
Data columns (total 4 columns):
# Column Non-Null Count Dtype
--- ------ -------------- -----
0 Operator 90 non-null object
1 Part 90 non-null int64
2 Trial 90 non-null int64
3 Measurement 90 non-null float64
dtypes: float64(1), int64(2), object(1)
memory usage: 2.9+ KB
None
4.1.3- STEP 2: Make all calculation calling .RSolve()
[2]:
#Build up the model
dict_key={'1':'Part','2':'Measurement'}
RModel=Repeatability.RNumeric(
mydf_Raw=df,
mydict_key=dict_key
)
#Solve it
RModel.RSolve()
#Check the calculation
print(RModel.getLog())
Model is created
== DATASET EVALUATION ==
Trials: 3
Piezes: 30
== CALCULATION ==
Total data: 90
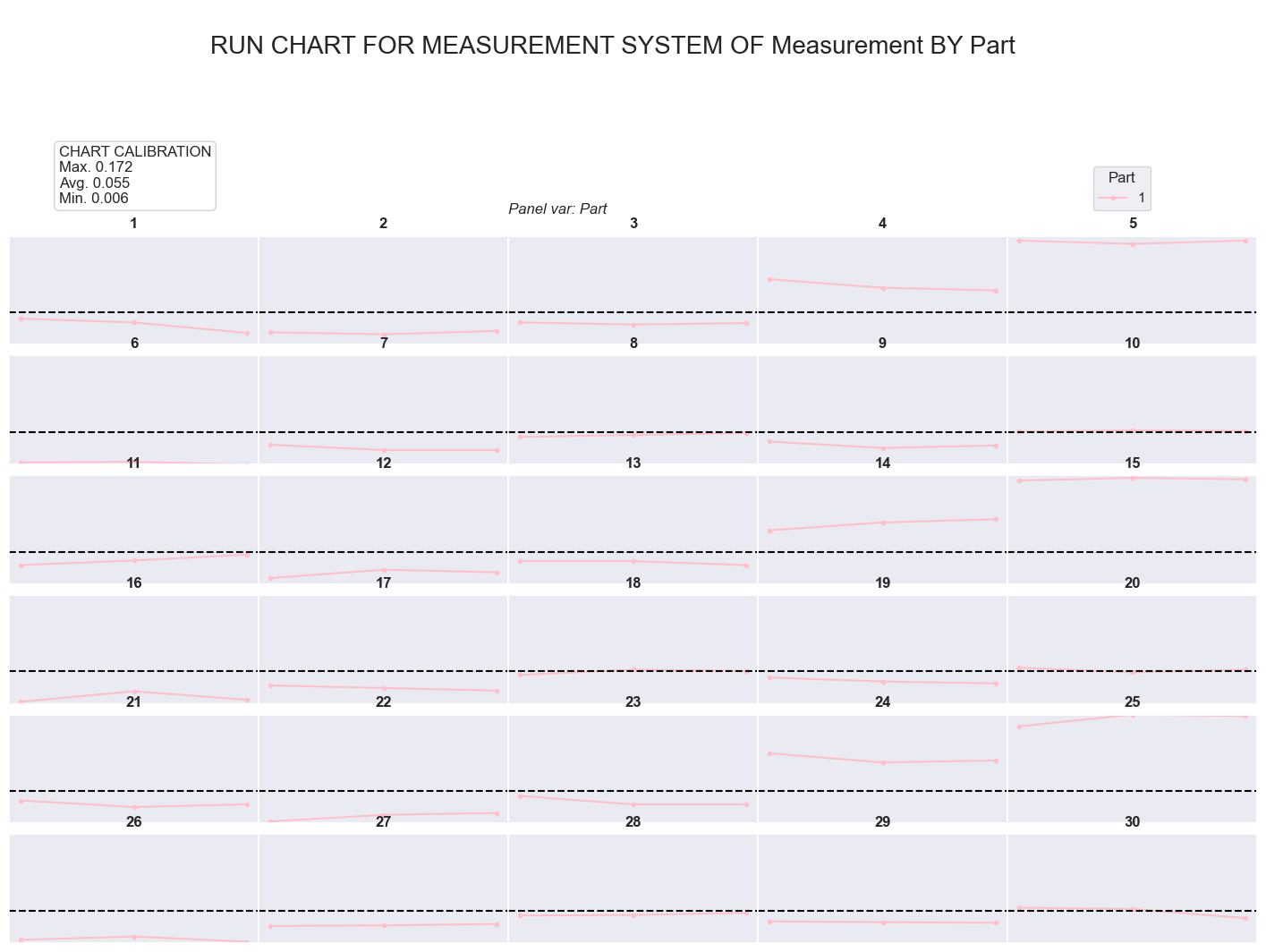
Max. measured value: 0.1720
Min. measured value: 0.0060
Avg. measured value: 0.0552
Avg. Control limits
UCL: 0.0732
LCL: 0.0372
Avg. Range measured: 0.0096
Range Control limits
UCL: 0.0312
LCL: 0.0000
Sum of deviation by part: 0.055515
Total Part Sum of deviation: 0.166546
Total squared deviation: 0.168558
Equipment squared deviation: 0.002012
4.1.4- STEP 3: Check Anova Result
Anova calculation is implemented into other python package. The only different here is that result is obtained as pandas dataframe and each parameter could be accesed using its column and index for further calculations
[3]:
df_Result=RModel.RAnova()
#Checking Anova table
print(df_Result)
#accesing one individual value
print(f"Degree of freedom for part: {df_Result['DF'].loc['Part']}")
DF SS MS
Source of variability
Part 29 0.166546 0.005743
Repeatability with 60 0.002012 0.000034
Repeatability without 60 0.002012 0.000034
Total 89 0.168558 NaN
Degree of freedom for part: 29
4.1.5- STEP 4: Variance table
Table that summarize the impact of each parameter to the variance. It helps a lot to find where the effort must be focused
[4]:
df_Result=RModel.R_varTable()
#Checking var. table
print(df_Result)
#accesing one individual value
print('\nRepeatability RESULT:\n-------------------')
dbl_RnR=df_Result['% Contribution'].loc['Gage Repeatability']
print(f"Total Gage R&R: {dbl_RnR:.3f}")
if dbl_RnR<1:
print('<1% --> Acceptable measurement system')
elif dbl_RnR>=1 and dbl_RnR<=9:
print(
'1-9%--> It may be acceptable depending on application and cost'
)
else:
print(
'>9% --> Unacceptable measurement system, it must be improved'
)
Variance % Contribution
Source
Gage Repeatability 0.000034 1.721556
Part to Part 0.001914 98.278444
Total variation 0.001948 100.000000
Repeatability RESULT:
-------------------
Total Gage R&R: 1.722
1-9%--> It may be acceptable depending on application and cost
4.1.6- STEP 5: Standard Deviation table
Table that summarize the impact of each parameter to the standard deviation. It helps a lot to find where the effort must be focused
[5]:
df_Result=RModel.R_SDTable()
#Checking sd table
print(df_Result)
#accesing one individual value
print('\nAutomotive Industry Action Group (AIAG) measurement system assessment:\n-------------------')
dbl_R=df_Result['% Study Var'].loc['Gage Repeatability']
print(f"Total Gage Repeatability factor: {dbl_R:.3f}")
if dbl_R<10:
print('<10% --> Acceptable measurement system')
elif dbl_R>=10 and dbl_R<=30:
print(
'10-30%--> It may be acceptable depending on application and cost'
)
else:
print(
'>30% --> Unacceptable measurement system, it must be improved'
)
StdDev (SD) StudyVar (6*SD) % Study Var
Source
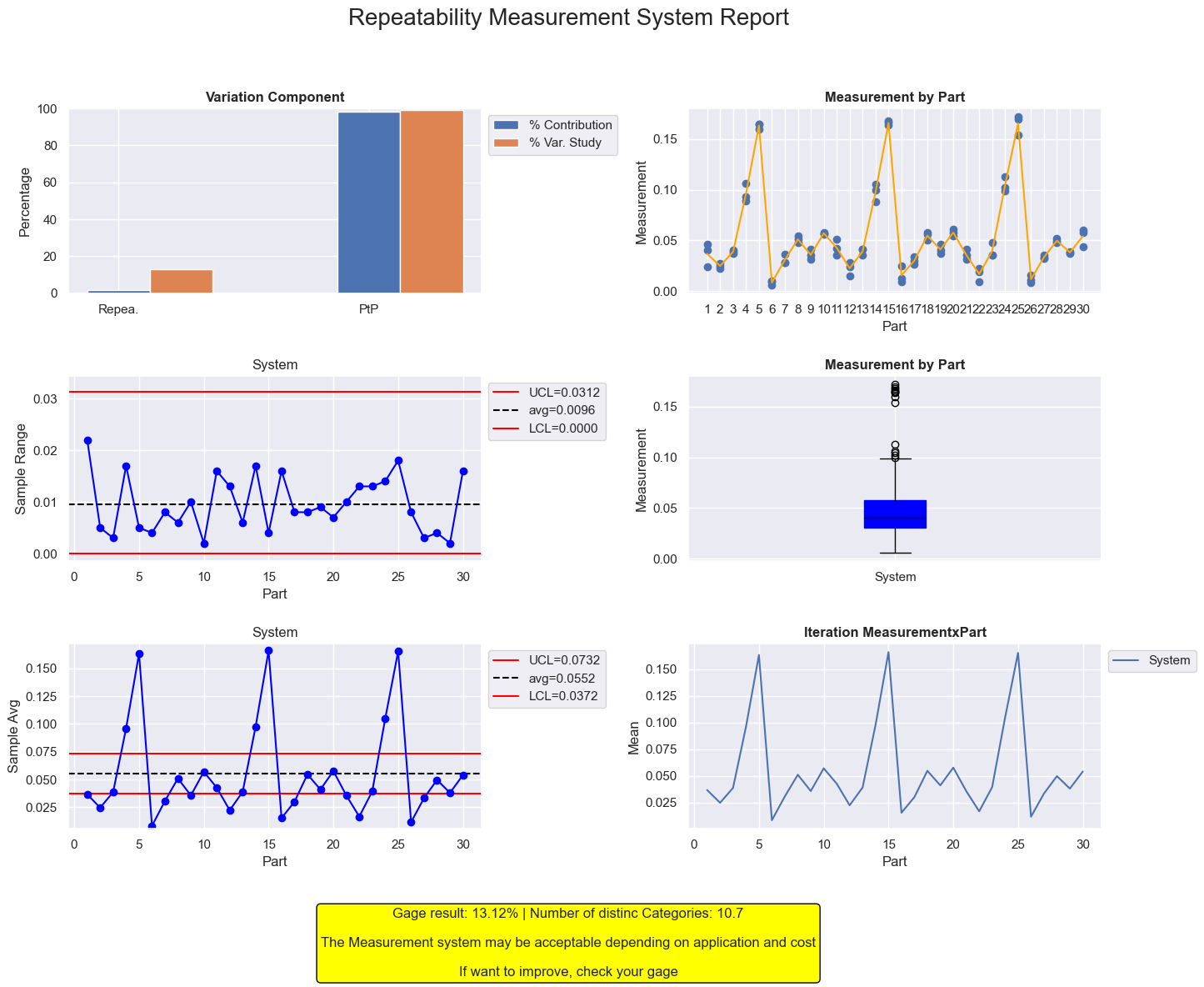
Gage Repeatability 0.005791 0.034745 13.120809
Part to Part 0.043753 0.262517 99.135485
Total variation 0.044134 0.264807 100.000000
Automotive Industry Action Group (AIAG) measurement system assessment:
-------------------
Total Gage Repeatability factor: 13.121
10-30%--> It may be acceptable depending on application and cost
4.1.7- STEP 6: Check the run chart
This chart summaryze all the measurement by part and operator, so in case of big difference, it makes easier find what could be the source
[6]:
call=RModel.R_RunChart()
plt.show()
4.1.8- STEP 7: Check the final report
This figure is a mix of chart that will help to find where to be focused in case of being out the recommended limits
[7]:
call=RModel.R_Report()
plt.show()