6- Nested Gage R&R Analysis
6.1- Destructive Gage R&R analysis (no tolerance example)
6.1.1- Introduction
A 3D manufacturing process generates a part with a target tensile strength of 60 MPa. The team of operators has proceeded to measure a total of 10 parts each in order to analyze the measurement system.
6.1.2- STEP 1: Get the measurement
[1]:
from pypetb import Repeatability
import pandas as pd
import matplotlib.pyplot as plt
import seaborn as sns
#set seaborn style to improve the figure sight
sns.set()
# Load measurement dataset
url = 'https://raw.githubusercontent.com/jgherruzo/myFreeDatasets/main/3d_strength.csv' # noqa
df=pd.read_csv(url,sep=',')
print(df.info()) # In order to check column names
<class 'pandas.core.frame.DataFrame'>
RangeIndex: 90 entries, 0 to 89
Data columns (total 4 columns):
# Column Non-Null Count Dtype
--- ------ -------------- -----
0 Unnamed: 0 90 non-null int64
1 Operador 90 non-null object
2 Batch 90 non-null int64
3 Valor 90 non-null float64
dtypes: float64(1), int64(2), object(1)
memory usage: 2.9+ KB
None
6.1.3- STEP 2: Make all calculation calling .RSolve()
[2]:
#Build up the model
dict_key={'1':'Batch','2':'Valor'}
RModel=Repeatability.RNumeric(
mydf_Raw=df,
mydict_key=dict_key
)
#Solve it
RModel.RSolve()
#Check the calculation
print(RModel.getLog())
Model is created
== DATASET EVALUATION ==
Trials: 3
Piezes: 30
== CALCULATION ==
Total data: 90
Max. measured value: 75.2074
Min. measured value: 42.8950
Avg. measured value: 60.0438
Avg. Control limits
UCL: 80.9243
LCL: 39.1634
Avg. Range measured: 11.1066
Range Control limits
UCL: 36.2742
LCL: 0.0000
Sum of deviation by part: 572.316415
Total Part Sum of deviation: 1716.949244
Total squared deviation: 4277.523234
Equipment squared deviation: 2560.573990
6.1.4- STEP 3: Check Anova Result
Anova calculation is implemented into other python package. The only different here is that result is obtained as pandas dataframe and each parameter could be accesed using its column and index for further calculations
[3]:
df_Result=RModel.RAnova()
#Checking Anova table
print(df_Result)
#accesing one individual value
print(f"Degree of freedom for part: {df_Result['DF'].loc['Part']}")
DF SS MS
Source of variability
Part 29 1716.949244 59.205146
Repeatability with 60 2560.573990 42.676233
Repeatability without 60 2560.573990 42.676233
Total 89 4277.523234 NaN
Degree of freedom for part: 29
6.1.5- STEP 4: Variance table
Table that summarize the impact of each parameter to the variance. It helps a lot to find where the effort must be focused
[4]:
df_Result=RModel.R_varTable()
#Checking var. table
print(df_Result)
#accesing one individual value
print('\nRepeatability RESULT:\n-------------------')
dbl_RnR=df_Result['% Contribution'].loc['Gage Repeatability']
print(f"Total Gage R&R: {dbl_RnR:.3f}")
if dbl_RnR<1:
print('<1% --> Acceptable measurement system')
elif dbl_RnR>=1 and dbl_RnR<=9:
print(
'1-9%--> It may be acceptable depending on application and cost'
)
else:
print(
'>9% --> Unacceptable measurement system, it must be improved'
)
Variance % Contribution
Source
Gage Repeatability 42.676233 68.379036
Part to Part 19.735049 31.620964
Total variation 62.411282 100.000000
Repeatability RESULT:
-------------------
Total Gage R&R: 68.379
>9% --> Unacceptable measurement system, it must be improved
6.1.6- STEP 5: Standard Deviation table
Table that summarize the impact of each parameter to the standard deviation. It helps a lot to find where the effort must be focused
[5]:
df_Result=RModel.R_SDTable()
#Checking sd table
print(df_Result)
#accesing one individual value
print('\nAutomotive Industry Action Group (AIAG) measurement system assessment:\n-------------------')
dbl_R=df_Result['% Study Var'].loc['Gage Repeatability']
print(f"Total Gage Repeatability factor: {dbl_R:.3f}")
if dbl_R<10:
print('<10% --> Acceptable measurement system')
elif dbl_R>=10 and dbl_R<=30:
print(
'10-30%--> It may be acceptable depending on application and cost'
)
else:
print(
'>30% --> Unacceptable measurement system, it must be improved'
)
StdDev (SD) StudyVar (6*SD) % Study Var
Source
Gage Repeatability 6.532705 39.196229 82.691618
Part to Part 4.442415 26.654488 56.232521
Total variation 7.900081 47.400487 100.000000
Automotive Industry Action Group (AIAG) measurement system assessment:
-------------------
Total Gage Repeatability factor: 82.692
>30% --> Unacceptable measurement system, it must be improved
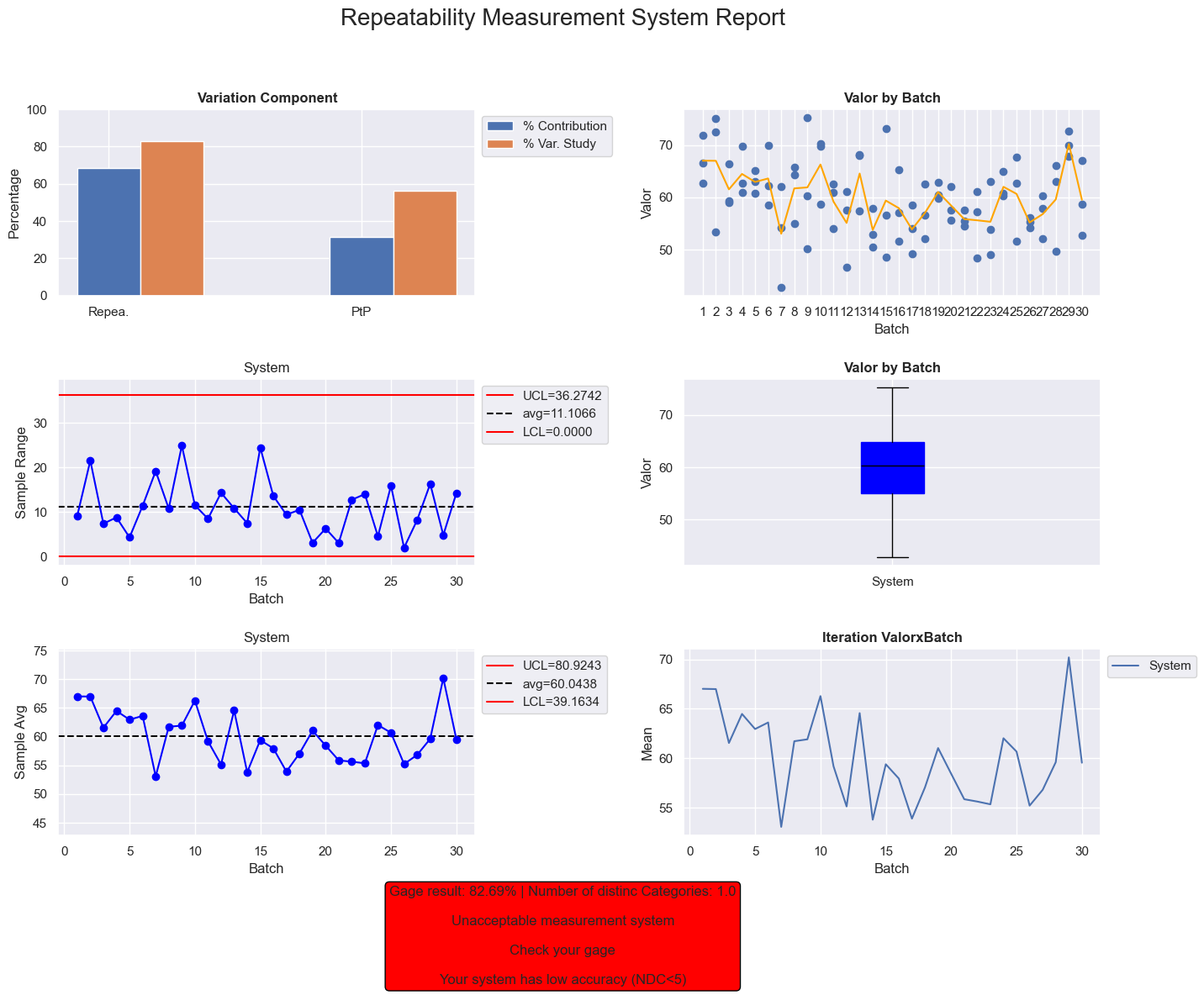
6.1.7- STEP 6: Check the final report
This figure is a mix of chart that will help to find where to be focused in case of being out the recommended limits
[6]:
call=RModel.R_Report()
plt.show()